Novità 2025 – 1a parte: linea automatica di saldatura boiler
29 Gennaio 2026
Novità 2025 – 1a parte: linea automatica di saldatura boiler
Il 2025 ha portato con sé grandi novità in casa TTEngineering: al primo posto troviamo la linea automatica di produzione boiler e serbatoi cilindrici per acqua calda e recipienti in pressione, con saldatura e taglio laser fibra.
Questa linea automatica può essere alimentata sia da blanks che da due linee di taglio distinte (coil fino a 12 ton), lavorando spessori da 0.4 a 2.5 mm e diametri da 80 a 770 mm.
La lunghezza massima del tubo può arrivare fino a 1550 mm.
La linea di taglio che alimenta l'impianto integra un banco di taglio laser 2D che, oltre a tagliare a sviluppo, realizza tutte le aperture sul corpo cilindrico del serbatoio prima ancora di andare in calandratura e saldatura, con un evidente risparmio di tempo e con l’estrema flessibilità e semplicità di un taglio laser 2D.
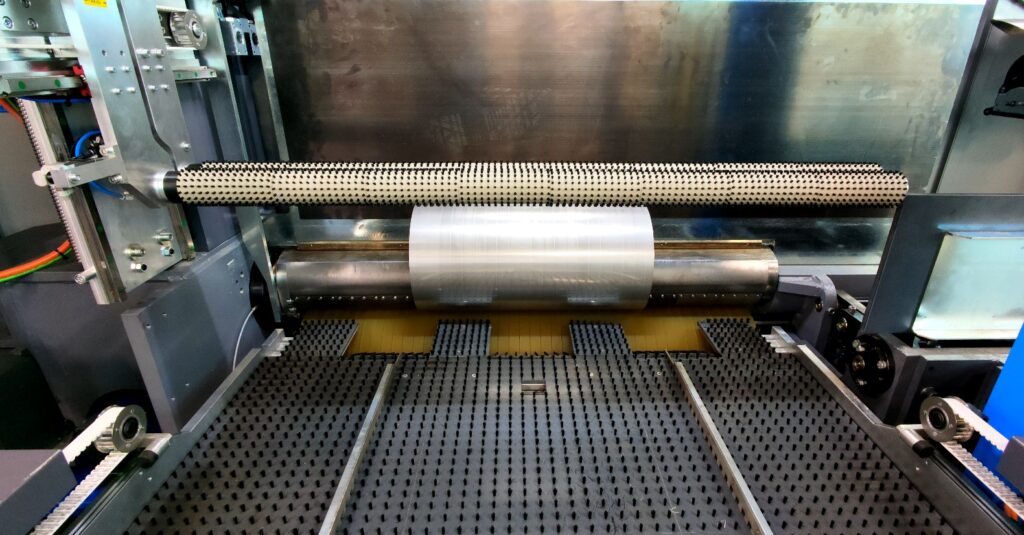
Grazie alla nuova versione dell’unità di calandratura brevettata FlexFormer® viene garantita un’alta velocità di produzione, nonché tubi perfettamente rotondi, senza la necessità di integrare un processo pre-bending.
Oltre al processo di saldatura laser standard, abbiamo integrato un sistema di controllo del processo in real time, che consente di monitorare ogni singolo millimetro di tratto saldato.
Non da ultimo, sfruttando la possibilità di eseguire saldature multi-pass e grazie a una sorgente con beam-shaping dinamico, siamo in grado di gestire una grande varietà di materiali, compresi i coils che normalmente sarebbero fonte di scarti.
Per realizzare serbatoi con fondelli saldati laser testa-testa, questa linea integra anche una stazione di rifilo delle estremità dei tubi, che processa automaticamente i tubi su un tornio doppia testa con frese di asportazione truciolo a controllo CN; in aggiunta, è prevista un’ultima stazione di saldatura dei fondelli con processo laser “ibrido”.
TTE ha scelto di ottimizzare questo tipo di processo laser al fine di poter saldare, senza scarti, anche fondelli non rifilati, garantendo così sempre i migliori risultati, anche saldando spessori di 1,5 mm con gap tra i lembi sino a 1 mm. Questo risultato, di fatto, azzera gli scarti e/o la necessità di riparare il serbatoio con saldatura fuori linea.